Vacuum casting (polyurethane casting) is the perfect solution for rapid prototyping and low-cost low-volume manufacturing of plastic parts. The master mold is cheap to make and so finely crafted that the resulting plastic parts require little to no post-production. Each master mold can produce about 25-30 copies, which can be quickly produced in a short time. For low-volume manufacturing of plastic parts, polyurethane casting is more economical than injection molding. Vacuum casting contrasts with the hard molds required for injection molding. While injection molding requires expensive, laborious tooling, polyurethane casting uses flexible silicone master molds, which allows manufacturers to produce high-quality end-use plastic parts with shorter lead times and lower costs. This is why vacuum casting is commonly used for bridge molds, low-volume manufacturing, rapid prototyping, making joints, and making plastic parts with fine details.
Note: Vacuum casting is also called polyurethane casting or urethane casting. This article will use these terms interchangeably.

Table of Contents
ToggleWhat is vacuum casting or polyurethane casting?
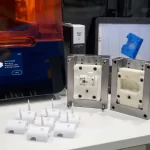
The process of polyurethane casting first involves creating a master model – essentially a replica of the final part (usually 3D printed or CNC machined). Vacuum casting is a manufacturing process similar to injection molding in which polyurethane resin is cast into a cavity between two silicone mold halves. In a highly skilled procedure, the master model is replicated by pouring a silicone mold around it. The main mold is cut in half and after the main form is removed the pouring and ventilation systems are then added. The rapid fabricator then pours a polyurethane-based resin into the resulting cavity and cures it under vacuum to prevent the intrusion of air bubbles.
The result: a highly accurate reproduction of the original product.
Making a polyurethane vacuum cast prototype involves 3 key steps: creating the master model, creating the mold, and casting the part:
Step 1. Main model or main pattern
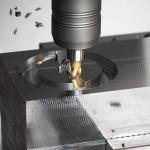
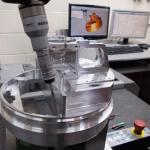
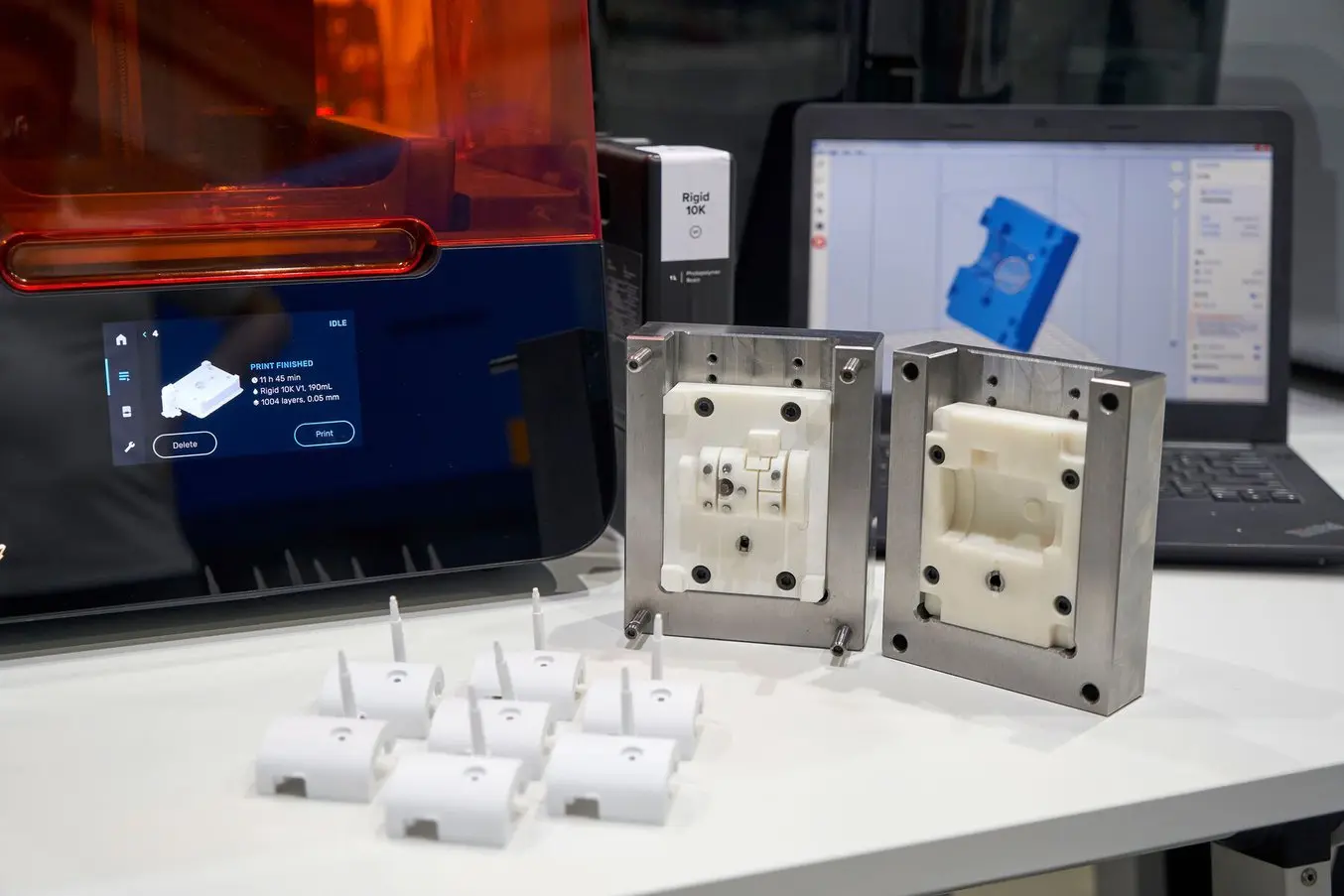
The master pattern is the physical entity of the CAD design. They must be able to withstand temperatures up to 40°C. They are typically manufactured using CNC machining or 3D printing technologies such as SLA/SLS. Because these technologies create high-resolution and naturally smooth products.
Step 2. Make the mold
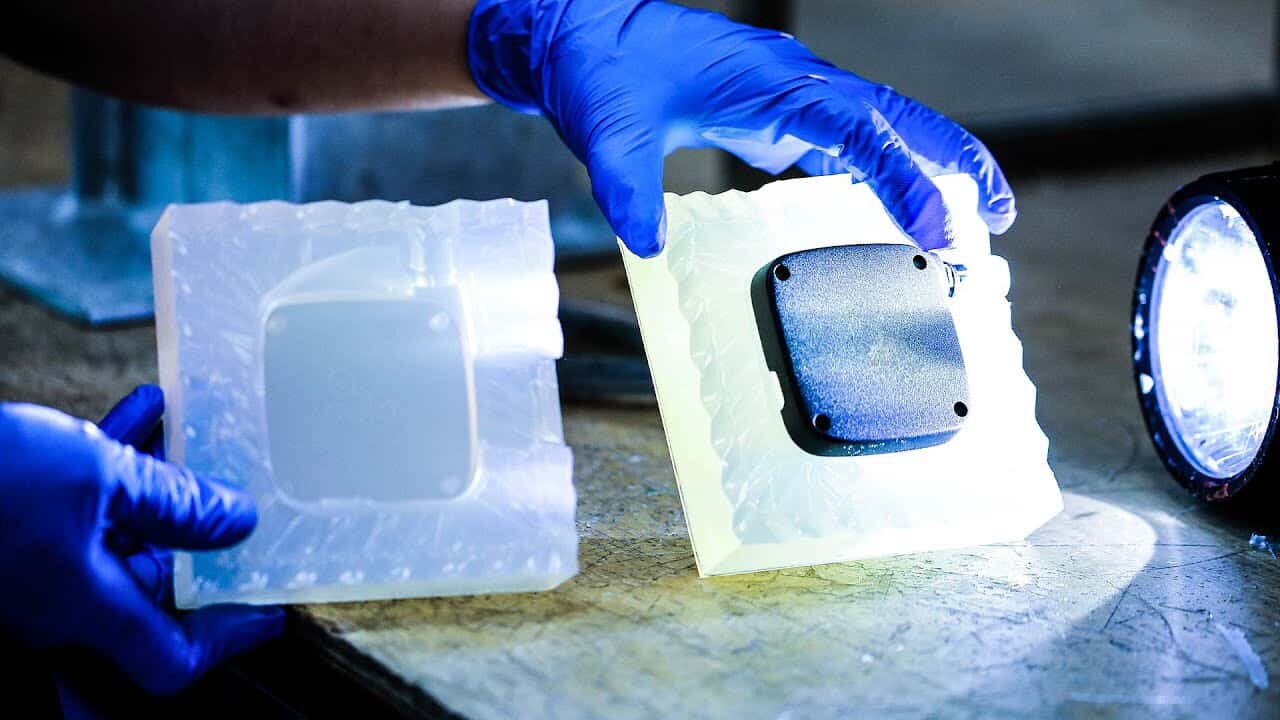
Liquid silicone is used to make casting molds. Pour this silicone into the casting box around the main model. Silicone encapsulates all features of the master model and cures in the oven for 16 hours. When the mold has cured, it is cut open and the master mold is removed, leaving a negative-shaped cavity that is exactly the same as the original.
Step 3. Cast copy
In the final stage of the process, liquid polyurethane is poured into the silicone mold. The mold is then placed into the chamber to eliminate air bubbles in the liquid mass. For opaque parts, the chamber is usually pressurized. For clear parts, the chamber is often evacuated to reduce air bubbles and improve transparency. The silicone halves are separated and the newly created section is removed after hardening. Continue this process until you reach the desired amount. Silicone molds can typically produce approximately 25 replicas of the master model.
Vacuum casting applications
Vacuum casting is an ideal process for manufacturing plastic parts for low-volume products that require near production-grade quality. This process creates highly detailed master models that are virtually indistinguishable from the final product. This makes polyurethane cast models ideal for investor pitch presentations, trade shows, and commercial photography. Since one silicone mold can produce approximately 25 castings, vacuum casting also allows the company to launch a first series of products for early market testing.
If a project requires a higher quantity of plastic parts, there are a few different options:
- The same master mold can be reused to create additional silicone molds.
- Multiple master models can be used to create multi-cavity molds.
- Moldmakers can use high-temperature vulcanization (HTV) silicone or rubber instead of room-temperature vulcanization (RTV) silicone. This makes the molds more durable, extending the life of each mold to up to 300-500 castings.
With a lead time of only about 10 days from the making of the master model to the receipt of the cast plastic product, vacuum casting is not only suitable for rapid prototyping but also for bridge production without the large upfront investment that comes with industrial-grade manufacturing processes such as injection molding. , thermoforming and rotation casting.
Because vacuum casting can create extremely detailed plastic parts with a perfect surface finish using a variety of materials with a wide range of mechanical properties, it is suitable for low-volume end-use products such as:
- Customized medical devices such as prosthetics, orthotics, and hearing aids
- Auto Parts: Dashboards, Knobs, Gauges, Badges, Hood Ornaments, Lighting Lenses, Intake Manifolds
- Consumer electronics: enclosures, controllers, user interface panels, sensor integration
- Critical components and spare parts for robots and industrial machinery
- Consumer products: limited edition sunglasses, pens, phone cases
- Artwork, statues, scale models, props
Design for manufacturability for vacuum casting
Polyurethane casting materials are capable of delivering performance characteristics comparable to the thermoplastics used in injection molding. However, like other production methods, the process of vacuum casting high-quality parts that meet all performance requirements also requires design teams to follow design for manufacturability (DFM) best practices. Here are some of the most important guidelines to keep in mind:
Urethane Casting Tolerances
During the vacuum casting process of manufacturing plastic parts, some degree of variation is inevitable. Typical tolerances for cast polyurethane parts are typically approximately ± 0.015 inches per inch or ± 0.003, whichever is greater. AN-Prototype can provide tighter tolerances on a case-by-case basis.
Generally speaking, a shrinkage of +0.15% is typical. This is caused by the thermal expansion of the polyurethane casting material and the corresponding heating of the flexible silicone mold.
Additionally, it’s important to note that while polyurethane cast parts can be post-processed well (although additional processes like polishing or custom finishing can quickly increase production costs), certain design features, such as sharp corners or lettering, may There will be slight rounding. The cooling process affects the definition of finer details. That is, a finish that mimics an SPI finish or texture can be added to the main pattern. You can also paint polyurethane castings to match Pantone colors, and certain colors and pigments can also be added directly to the casting material.
| Description | Description |
|---|---|
| Distance Dimensions | Typical tolerances are +/- 0.010” or +/- 0.003” per inch, whichever is greater. Irregular or overly-thick geometries may induce shrinkage deviances or deflection. |
| Shrink Mitigation | Because of thermal expansion of the liquid, and the response of the flexible mold, there will be A shrinkage rate of +0.15%. |
| Surface Quality | The surface finish is externally smoothed to provide a satin or matte appearance.Grow lines can appear on internal or difficult-to-reach features. |
| Feature Definition | Text and sharp corners may look somewhat rounded. |
| Size Recommendation | We can provide urethane cast pieces up to 1900mm in length. |
Wall thickness
Plastic parts manufactured using polyurethane casting should have a minimum wall thickness of 0.040 in. (1 mm), although some small parts can have wall thicknesses as thin as 0.020 in. (0.5 mm). Larger parts usually require thicker walls to ensure the structural integrity of the part.
Polyurethane casting does allow parts to have different wall thicknesses or irregular geometries, but such part designs should only be done when absolutely necessary. Maintaining a consistent thickness helps minimize the possibility of undue shrinkage and deformation during the curing process.

Undercutting and drafting
While undercuts can complicate injection molding designs, the flexible nature of the silicone molds used in polyurethane casting often allows parts to be removed easily and without damage.
The same goes for draft angles: they are necessary to eject a workpiece from a metal mold, but are less important for polyurethane cast parts. That said, incorporating a 3-5 degree draft angle into the part design can significantly reduce strain on the mold and extend its life cycle.
Rib cage
Ribs add stability and strength, but it’s important to ensure they are oriented so as to maximize the bending stiffness of the wall they support. As a general rule of thumb, the height of a rib should be no more than three times its width, and the width where the rib meets the part wall should be between 40-60% of the wall thickness. Finally, to maximize the strength of the rib, the fillet radius of all interior corners should be at least 25% of the part wall thickness.
Bosses
Bosses allow secure mating components to be connected through the use of screws, pins and other fasteners. As with the ribs, the base radius should be about 25% of the part wall thickness, which in this case has the added benefit of helping to prevent the fastener from burning when installed into the boss.
A fillet radius of 0.060 in. (1.5 mm) should be used for interior boss corners to minimize thickness and reduce the potential for dents. Ensuring that the boss does not exceed 60% of the nominal wall thickness will also help minimize shrinkage.
Take Advantage of Today’s Polyurethane Casting Advantages
The advantages of polyurethane casting—short lead times, low costs, design and material flexibility, and more—can only truly pay off if you follow design and manufacturing best practices. This means paying attention to variables like polyurethane casting material properties, general tolerances of rubber parts, and everything in between that can quickly become complicated without the help of an experienced manufacturing partner .