Precision Deep Hole Drilling Services
AN-Prototype is an ISO 9001-2015 certified rapid manufacturing facility specializing in precision deep hole drilling services, guaranteeing parts to tight tolerances.
- ISO 9001& 13485 Certified
- Longest Overall Lengths – Deep hole drilling up to 2600mm
- Internal diameter tolerances as tight as +/- 0.00005" (±0.001mm)
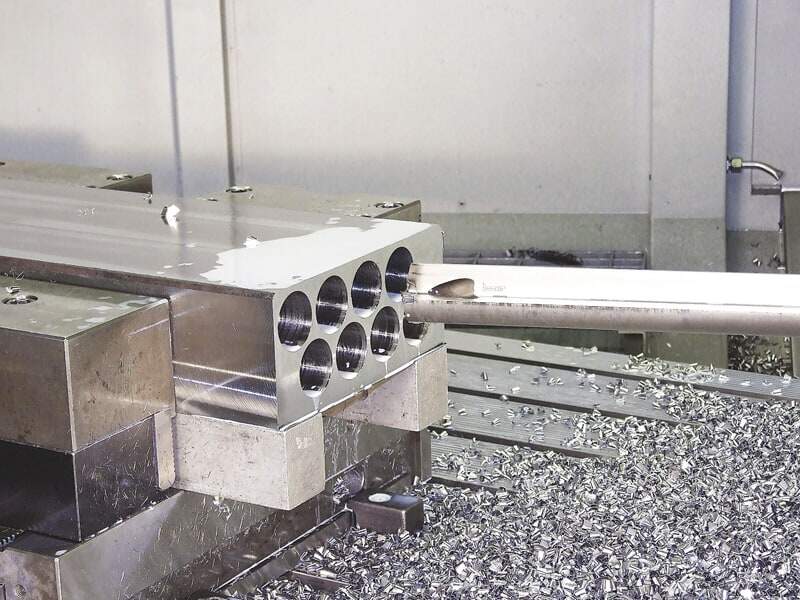
AN-Prototype Factory
Our Powerful Facilities
PRECISION GUN DRILLING SERVICES
AN-Prototype invests in high-quality deep hole drilling machines to support complete deep hole processing services. With the expertise of our engineering team and the latest machinery, we can machine deep, small, inclined, ball end, blind and concentric holes and ensure they meet our quality and precision standards.
Our deep hole drilling services are widely used in the manufacture of precision medical components, fuel manifolds for the aerospace industry, cooling holes in injection molds and assembly units for automotive panels, among others.
AN-Prototype is the best choice for all your precision deep hole grinding needs, by using the most advanced CNC drilling machines and a well-trained staff team, we are able to quickly and professionally complete the drilling of any precise specifications of customers with high quality Order.

Applications of Deep Hole Drilling
A deep hole is defined as a depth greater than 10 times its diameter. So a 0.25″ diameter hole becomes “deep” when the depth exceeds 2.5″. (Or when a hole with a diameter of 5mm exceeds 50mm.)

Deep hole drilling is also sometimes referred to as “deep hole drilling”. This is because the first engineered component that requires a long, deep, straight hole is the barrel. Many machined parts today rely on deep holes to function. For example:
- Injectors on crankshaft and camshaft
- Perforation dies (for the food industry and others)
- Gas or Liquid Cooling Channels
- Surgical Instruments
- Hydraulic valve bodies and similar parts
The Challenge of Deep Hole Drilling
Tool Jumps. Runout refers to the up and down floating range of the drill tip orbiting around the axis of rotation. As the drill gets longer, the amount of runout increases, and the diameter of the hole drilled increases accordingly.
Walk. “Walk” occurs where the drill tip contacts the workpiece. If the surface is not perfectly vertical, sideways force will push the bit in that direction (and a slender bit may bend slightly.) This can cause the hole to be misaligned and drilled at an angle. It can also damage the drill bit.
Chip Removal. Material cut off from the bottom of the hole must be removed to make room for the drill to advance. In deep holes, these chips tend to wrap around the flutes and build up where they rub against the hole wall. This can raise the temperature and eventually cause the bit to seize and/or break.
Cool Down. In most precision machining operations, cutting fluids keep the cutting interface cool. In deep holes, it is difficult to transport liquid to the bottom. As a result, the temperature of the drill tip rises to the point where it may damage the workpiece or even weld to it.
Best Practices for Precision Deep Hole Drilling
Precision CNC machine tools. A CNC machine with a high-quality spindle will achieve the best drilling results. This reduces runout and provides a high level of control over the drilling cycle. (Note that for round parts it is best to rotate the workpiece and keep the drill still)
Next is the jig and the drill itself. The jig must hold the bit on axis, and the bit must be perfectly straight and symmetrical about its axis.

In order to stop the drill from walking, the surface must be prepared. This may include milling flat pads in addition to securing the workpiece so that the surfaces are vertical. Starting with a center drill or pilot drill will ensure the holes are in the correct location.
The drill itself must be suitable for deep hole drilling. The main requirement is a center hole for delivering cutting fluid to the tool tip. This will reduce the cutting temperature and push out the chips. For longer holes, a dedicated deep hole drill will have only one cutting edge instead of two. This again helps with chip evacuation.
Where through-hole fluid delivery is not possible, the alternative is “peck” drilling. This means pulling the bit out of the hole, thereby pulling the chips along with it, and then reinserting it. Some machine shops like to use a set of drill bits of increasing length: this increases cycle time.
Trusted Rapid Manufacturing Company
Why Choose AN-Prototype For Deep Hole Drilling Service
Deep hole drilling is unavoidable in the manufacture of many metal parts, but making parts with deep holes is a huge challenge. AN-Prototype’s precision machine shop will have CNC precision machining capabilities to accurately and consistently produce these features. Contact us to discuss your machining needs.
24/7 Engineering Support
24/7 engineering support. Experienced engineers can provide the most suitable solution for your part design, material selection, surface treatment options.
Advanced CNC Machines
We have 3 CNC drilling machines and more than 10 deep hole drilling machines, the strong production capacity can meet the most stringent delivery deadlines you require
Manufacture Various Hole Types
We can handle all types of deep holes, including corner holes, ball-nose holes, blind holes, concentric holes, flat bottom holes and intersecting holes. We make sure to meet your special and different deep hole drilling needs.
No MOQ
We are capable of high-volume production and are more than willing to accept orders for one-piece prototypes. Whether it is a single part or a mass-produced part, enjoy the same service, we are confident that we can manufacture the highest quality parts for you within the contract time.
Capacity to Meet Demand
We have a range of tools for deep drilling, ranging in diameter from 3 to 32mm and hole depths up to 2600mm, which allows us to provide the best solution for the different projects our customers require.
Cost-effective Solution
AN-Prototype is the best supplier of "Made in China" you are looking for, providing more cost-effective solutions and more competitive prices. That's what customers say.
Our Happy Clients!
“My experience working with AN-Prototype has been nothing but great. Their communication is exceptional, and Michin was always available to answer any questions I had. The finished products we receive are of the highest quality, and meet expectations. What really stands is the great service I always receive from Michin. He’s always committed to ensuring we were satisfied. Overall, I would highly recommend AN-Prototype and Michin for anyone looking for a reliable and supplier..”

“Even for a complex 5 axis CNC machined part we got very good results from AN-Prototype. We did a lot of projects with AN-Prototype during the last 2 years and they always did an outstanding job – high quality (I can also recommend their CNC machining service and anodizing), reliable, extremely fast and perfect communication. I highly appreciate working with Davide and Vivian and already recommended them to many of our partners..”

“Happy with communication that give me confidence to choose AN-Prototype. Project manager understood what I needed and offered solutions to solve my problem. The project manager is very positive for me to help overcome some frustrations I had. Delivered the prototype products as promised. Very grateful for the personalized service, and, I am already a returning customer. “
