CNC machining can create parts with tight tolerance requirements and detailed parts of various metals or plastics, and is one of the best processing methods for custom parts and prototype production. During CNC machining, raw material is selectively and precisely removed to produce a near net shape part. This kind of machining process is usually also called subtractive manufacturing. Since the CNC tool continuously removes raw materials during the machining process, obvious tool marks will be produced on the surface of the part. For the definition of the thickness of these tool marks, we call it the surface roughness of CNC machining parts, and divide it into various roughness grades. At the same time, after CNC machining precision metal parts, we usually do some treatment on the surface of the parts to improve their wear resistance, corrosion resistance, insulation, decoration or other special functional requirements. Surface treatment is the process of artificially forming a surface layer with mechanical, physical and chemical properties different from that of the substrate through a specific processing technology on the surface of the substrate.
Table of Contents
ToggleWhat is surface roughness and its causes?
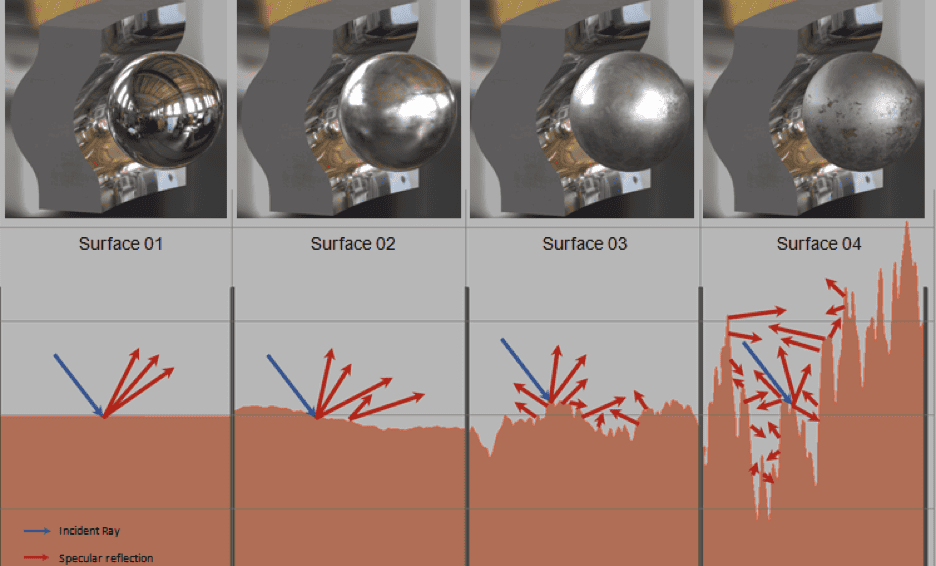
After the surface of the part is processed by CNC, it looks smooth, but it is uneven when viewed with a magnifying glass. In daily life, people tend to call it “surface finish”, but in fact, the international unified standard calls it “surface roughness”. Surface roughness refers to the unevenness of small pitches and tiny peaks and valleys that a machined surface has. The distance (wave distance) between the two peaks or two troughs is very small (below 1mm), which belongs to the microscopic geometry recognition error. The smaller the surface roughness, the smoother the surface.
Surface roughness is generally formed by the processing method used and other factors, such as the friction between the tool and the part surface during CNC machining, the plastic deformation of the surface layer metal when the chip is separated, and the high frequency vibration in the process system. Due to the different processing methods and workpiece materials, the depth, density, shape and texture of the traces left on the processed surface are different.
Effect of Surface Roughness on Parts
Surface roughness is closely related to the matching properties, wear resistance, fatigue strength, contact rigidity, vibration and noise of mechanical parts, and has an important impact on the service life and reliability of mechanical products. After the parts are machined, there are fine processing traces on the surface, and the smaller the surface roughness is, the smoother the surface is. The specific influence of surface roughness on parts can refer to the following points.
1. Surface roughness affects the wear resistance of parts. The rougher the surface, the smaller the effective contact area between the mating surfaces, the greater the pressure, and the faster the wear.
2. Surface roughness affects the stability of fit properties. For clearance fit, the rougher the surface, the easier it is to wear, so that the gap gradually increases during the working process; the strength of the connection.
3. Surface roughness affects the fatigue strength of parts. There are large troughs on the surface of rough parts, which are sensitive to stress concentration like sharp notches and cracks, thus affecting the fatigue strength of parts.
4. Surface roughness affects the corrosion resistance of parts. Rough surface can easily cause corrosive gas or liquid to penetrate into the inner layer of the metal through the microscopic valleys on the surface, causing surface corrosion.
5. Surface roughness affects the sealing of parts. Rough surfaces cannot fit tightly, and gas or liquid leaks through the gaps between the contact surfaces.
6. Surface roughness affects the contact stiffness of parts. Contact stiffness is the ability of the joint surface of parts to resist contact deformation under the action of external force. The stiffness of a machine is largely determined by the stiffness of the contact between the parts.
7. Affect the measurement accuracy of parts. The surface roughness of the measured surface of the part and the measuring surface of the measuring tool will directly affect the accuracy of the measurement, especially in precision measurement.
In addition, the surface roughness will have varying degrees of influence on the plating coating, thermal conductivity and contact resistance of parts, reflection and radiation performance, resistance to liquid and gas flow, and current flow on the surface of conductors.
Grade standard and selection of surface roughness
The surface roughness of CNC machined parts is not an accidental value, because the surface roughness is controllable and only needs to be preset before machining. However, under normal circumstances, many parts do not have specified surface roughness requirements, unless they are required in some specific industries, such as some rotating parts, vibration scenes, medical implants wait.
Different application fields require different surface roughness. Specifically, how to choose a surface roughness value for your parts. The first thing we need to consider is that the surface of the part should not only meet the functional requirements, but also consider economic rationality. For specific selection, it can be determined by analogy with reference to existing drawings of similar parts. Under the premise of meeting the functional requirements of the part, the larger surface roughness parameter value should be selected as much as possible to reduce the processing cost. Generally speaking, the working surface, mating surface, sealing surface, friction surface with high movement speed and high unit pressure of the parts have high requirements for smoothness of the surface, and the parameter value should be smaller. For non-working surfaces, non-fitting surfaces, and surfaces with low dimensional accuracy, the parameter values can be larger to reduce processing costs.
According to the ISO2632/1-1975 machining roughness standard, currently in the AN-Prototype CNC machining workshop, we implement the following four surface roughness values to manufacture high-quality parts for customers.
Ra=3.2um. This is the default surface finish for CNC machined parts and is suitable for most parts. The surface of Ra3.2um parts is very smooth, but cutting marks can still be seen, and it is suitable for scenes subject to vibration, load and high stress.
Ra=1.6 um. This level is a relatively good surface roughness, processed under the set conditions, but slight cutting marks can still be seen. Parts in this grade fit closely to other components and are suitable for slow-moving and light-loaded scenarios, not for fast rotation or severe vibration. Taking aluminum 6061 as an example, the cost of manufacturing Ra1.6um is about 5% higher than that of Ra3.2, and it increases with the complexity of the parts.
Ra=0.8um. This is a high level of surface finish that needs to be manufactured under tightly controlled conditions and is easier to produce with cylindrical, centerless or surface grinders. Parts of this level usually work in scenes with light loads or infrequent movements. Taking aluminum 6061 as an example, the cost of manufacturing Ra0.8um is about 10% higher than that of Ra3.2, and it increases with the complexity of the parts.
Ra=0.4 um. This grade is the highest quality surface roughness. Parts of this grade usually require emery polishing or grinding. For scenes that require very smooth surfaces, it is necessary to choose Ra0.4um, such as the inner wall of bearings or medical implants. Taking aluminum 6061 as an example, the cost of manufacturing Ra0.4um is about 15% higher than that of Ra3.2, and increases with the complexity of the parts.
Surface Roughness Common Problems
Evaluation and measurement methods of surface roughness. The evaluation of roughness is mainly divided into qualitative and quantitative evaluation methods. The so-called qualitative evaluation is to compare the surface to be tested with the known surface roughness comparison sample, and judge its grade by visual inspection or by means of a microscope; and Quantitative evaluation is to measure the main parameters of the roughness of the measured surface through certain measurement methods and corresponding instruments, these parameters are Ra, Rq, Rz, Ry. Currently, the commonly used surface roughness measurement methods mainly include sample comparison method, light section method, interference method, stylus method, etc.
The meaning of surface roughness parameters Ra, Rq, Rz, Ry. Ra is the arithmetic mean deviation of the contour, that is, the arithmetic mean of the sum of the absolute values of the measured contour deviations within the sampling length. Rq is the root mean square deviation of the profile: the root mean square value of the profile offset within the sampling length. Rz is the 10-point height of microscopic roughness: the sum of the average values of the five largest contour peak heights and the five largest contour valley depths within the sampling length. Ry is the maximum height of the profile: the maximum distance between the peak line of the profile and the center line of the bottom line of the profile valley within the sampling length.
Factors affecting surface roughness. There are many factors that affect the surface roughness of parts, among which the biggest factors are cutting speed, depth of engagement, amount of cutting, geometric angle of cutting tool, vibration of cutting tool, hardness of processed material, rigidity of workpiece, fixture and machine tool during CNC machining Rigidity, use of cutting fluid, etc.
Surface treatment of CNC machined parts
In the field of CNC precision machining, for parts that require relatively high strength and toughness, their working performance and service life are closely related to their surface properties, and the improvement of surface properties cannot be achieved simply by relying on materials. It is very uneconomical, but in actual processing, its performance must be up to standard. At this time, we have to resort to various surface treatment technologies. Surface treatment is the process of artificially forming a surface layer on the surface of a substrate through a specific processing technology that is different from the mechanical, physical and chemical properties of the substrate. In addition, for CNC machining precision metal parts, in order to meet the wear resistance, corrosion resistance, insulation, decoration, increase the service life of the parts or add other special functions, we generally adopt specific surface treatment to meet the requirements. For the surface treatment of hardware parts, we commonly see anodizing, electroplating, electropolishing, conversion coating, passivation, wire drawing, sandblasting, painting and powder spraying, etc.
Anodizing, the electrochemical oxidation of metals or alloys. Aluminum and its alloys form a layer of oxide film (insulation) on the aluminum product (anode) under the corresponding electrolyte and specific process conditions under the action of an applied current. Anodizing, if not otherwise specified, usually refers to sulfuric acid anodizing. In order to overcome the defects of aluminum alloy surface hardness, wear resistance, etc., expand the scope of application, and prolong the service life, surface treatment technology has become an indispensable part of the use of aluminum alloys, and anodic oxidation technology is the most widely used and most economical. of. There are currently two main types of anodizing: type II sulfuric acid anodizing and type III hard anodizing (hard coating)
Type II sulfuric acid anodizing is the most commonly used anodizing method. Sulfuric acid anodizing process films are available in a thickness range of 0.0001″-.001″. The resulting coating had a total thickness of 67% penetration into the substrate and a 33% increase over the original size of the part. It is particularly suitable for applications requiring hardness and wear resistance.
However, the possible presence of corrosive acid residues is undesirable when parts are subjected to considerable stress, such as aircraft parts. The porosity of the sulfuric acid film before sealing is of particular advantage in the colored surface treatment of aluminum and its alloys.
Porous alumina absorbs dyes well, and subsequent sealing helps prevent color loss in use. Although dyed anodized films are fairly fast, they are prone to bleaching when exposed to prolonged direct sunlight. Some of the colors are: black, red, blue, green, urban gray, coyote brown, and gold. Parts can be chemically or mechanically treated prior to anodizing to achieve a matte (non-reflective) finish.
Benefits of sulfuric acid anodizing:
- Less expensive than other types of anodizing in terms of chemicals used, heating, power consumption and length of time to obtain the desired thickness.
- More alloys can be finished.
- Harder than chrome anodizing.
- A clearer finish allows staining in a wider variety of colors.
- Waste disposal is easier than chrome anodizing, which also helps reduce costs.
Sulfuric Acid Anodizing Applications:
- Military weapons
- Optical components
- Hydraulic valve body
- Mechanical hardware
- Computer and electronics enclosures
Type III hard anodizing (hard coat), while usually performed in sulfuric acid based electrolytes, is thicker and denser than more traditional sulfuric acid anodizing. Hard coatings are suitable for aluminum parts in extreme abrasive applications requiring superior wear resistance or in corrosive environments requiring thicker, harder, more durable coatings. It is also valuable where enhanced electrical insulation is required. Since hard coat anodizing can go up to a few thousandths in some cases, this makes this type of anodizing a candidate for salvaging worn or mismachined components.

Hard anodizing properties:
- Non-conductive
- Improve wear resistance
- Can repair worn surfaces on aluminum
- Improve part surfaces for sliding applications
- Can be dyed black; other colors are less decorative
- Surface treatment is harder than tool steel
Hard anodizing applications:
- Cam
- Gears
- Valves
- Piston
- Sliding parts
- Hinge mechanism
- Rotary joints
- Insulation board
- Explosion-proof shield
Electroplating.

Electroplating is the process of applying one or more layers of metal to a part by passing a positively charged current through a solution containing dissolved metal ions (anode) and a negatively charged current through the part to be plated (cathode). Dating back to the ancient Egyptians, they would coat metals and non-metals with gold or a process called “gilding”, the first known surface treatment. Some metals are applied more evenly than others, but using electricity means that the metal being deposited flows more easily to high current areas or the edges of the part. This tendency is especially noticeable with complex shapes or when trying to plate the interior or ID portion of a part. In addition to applying single metals, alloys of materials such as tin and lead or zinc and iron can be electroplated simultaneously to achieve desired custom properties.
Electrolytic polishing.

Electropolishing is the process of anodically smoothing and/or brightening metal surfaces in concentrated acid or alkaline solutions. , set to perform it on stainless steel or other nickel-rich alloys. While it can be done on many base metals as a pre-plating operation, it is usually done on stainless steel as a final finish. It provides a chemically and physically clean surface and removes any mechanical surface roughness that may be detrimental to producing a uniform and pit-free plated surface or future performance and appearance of stainless steel products. It helps deburr machined edges and holes and removes any embedded iron from the manufacturing process. The current is greatest at the outer edges and corners of the part, which are especially smooth.
Passivation.

Passivation is used to improve the surface condition of stainless steel by dissolving iron embedded in the surface by forming, machining or other manufacturing steps. Iron will corrode if left unchecked and often large or small rust spots will appear on stainless steel. To prevent this in the finished parts, they are passivated. This treatment involves immersing stainless steel parts in a nitric acid solution free of oxidizing salts for a period of time, which will dissolve the embedded iron and restore the original corrosion-resistant surface by forming a thin transparent oxide film. Passivation is used as a cleaning operation for castings, stampings and finished machine parts by immersing the parts.
Features and advantages:
- Provides a superior cleaning surface
- Stainless steel will not rust and discolor during use
- Surface preparation for other finishes such as primer or spray paint
- Stainless steel does not have to be plated for maximum corrosion protection
- Passivated stainless steel will not react with other materials due to iron contamination
Brushed.
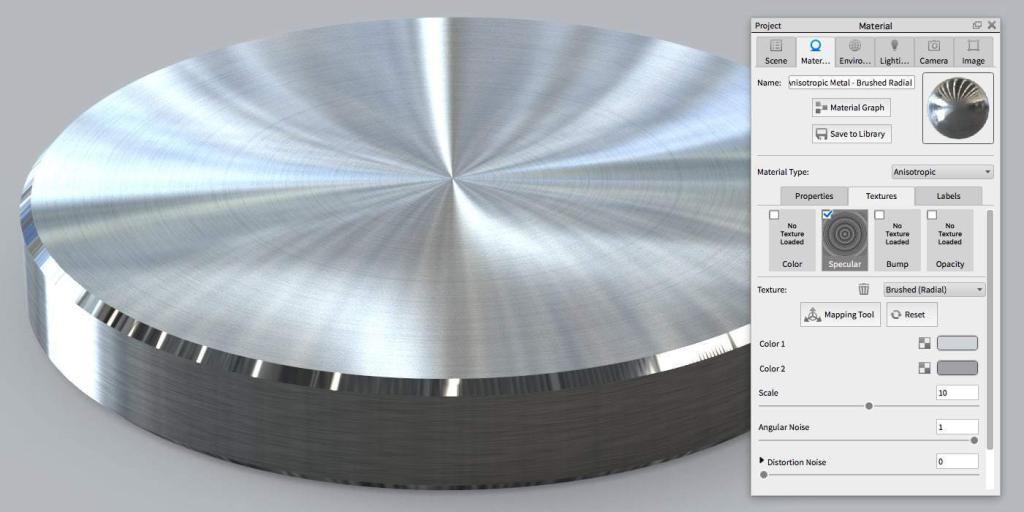
Surface brushing treatment is a surface treatment method that forms lines on the surface of the workpiece by grinding products to achieve a decorative effect. Because the brushed surface treatment can reflect the texture of metal materials, it has been loved by more and more users and has become more and more widely used. The processing method of surface drawing should choose different processing methods according to the requirements of drawing effect and the size and shape of different workpiece surfaces. There are two ways of drawing: manual drawing and mechanical drawing
Sandblasting

The process of cleaning and roughening the surface of the substrate by the impact of high-speed sand flow. Compressed air is used as the power to form a high-speed jet beam to spray the spray material (copper ore, quartz sand, corundum, iron sand, Hainan sand) to the surface of the workpiece to be processed at high speed, so that the appearance or shape of the outer surface of the workpiece surface changes. , due to the impact and cutting effect of the abrasive on the surface of the workpiece, the surface of the workpiece can obtain a certain degree of cleanliness and different roughness, so that the mechanical properties of the surface of the workpiece can be improved, thus improving the fatigue resistance of the workpiece, increasing it and coating The adhesion between layers prolongs the durability of the coating film and is also beneficial to the leveling and decoration of the coating.
Powder coating

Powder spraying uses the phenomenon of corona discharge to make the powder coating adsorb on the workpiece. The process of powder spraying is: the powder spray gun is connected to the negative electrode, the workpiece is grounded (positive electrode), the powder coating is sent to the spray gun by the powder supply system through the compressed air gas, and the high voltage generated by the high-voltage electrostatic generator is added to the front of the spray gun. Due to corona discharge, A dense charge is generated in its vicinity. When the powder is sprayed from the nozzle, it forms a circuit to form a charged paint particle. It is attracted by the electrostatic force to the workpiece with the opposite polarity. As the sprayed powder increases, the charge The more it accumulates, when it reaches a certain thickness, due to the electrostatic repulsion, it will not continue to absorb, so that the entire workpiece will obtain a certain thickness of powder coating, and then the powder will be melted, leveled and solidified by heat, that is, on the surface of the workpiece Forms a hard coating film.