





Rapid Prototyping & Rapid Manufacturing Expert.
AN-PROTOTYPE & DDPROTOTYPE CEO






























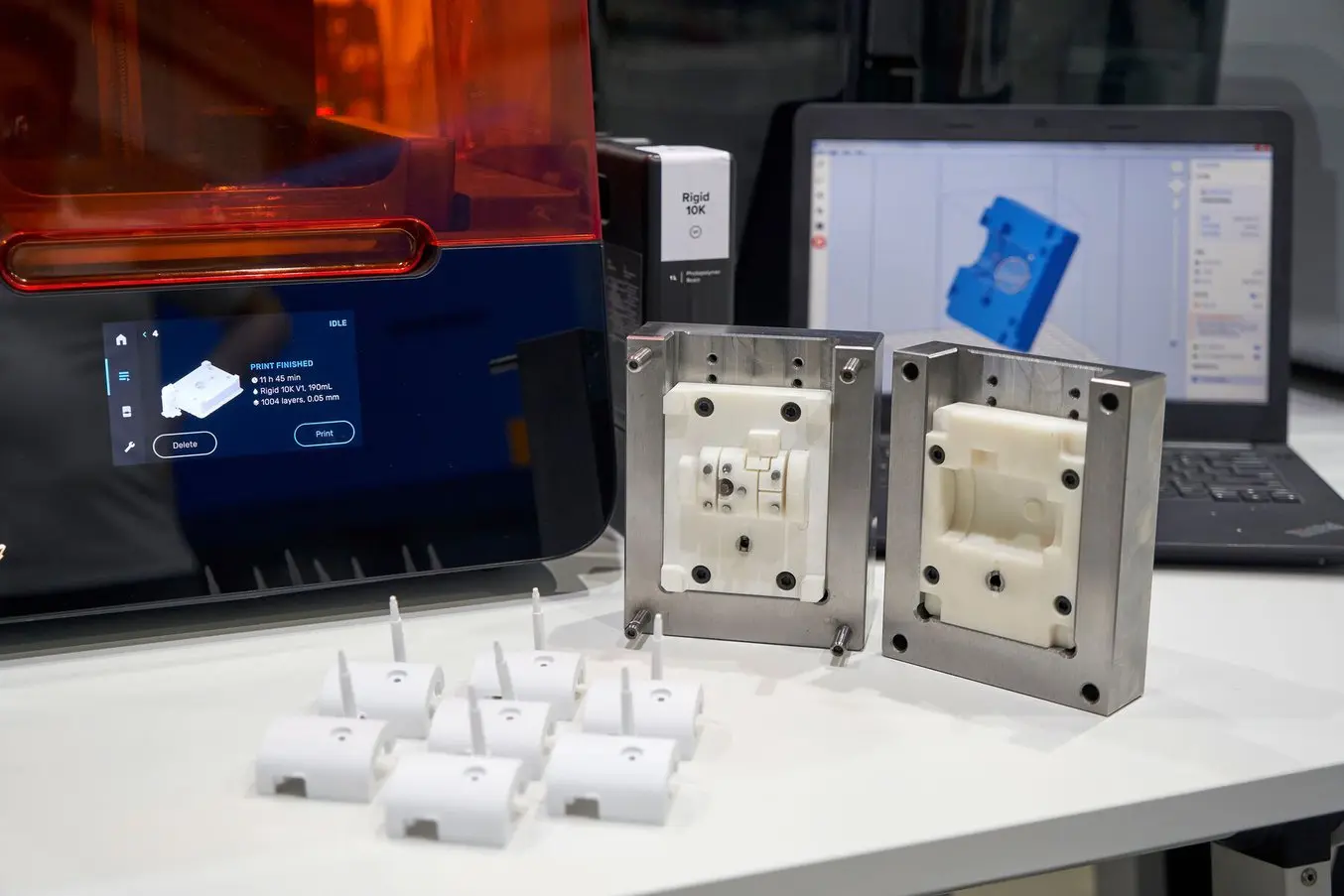
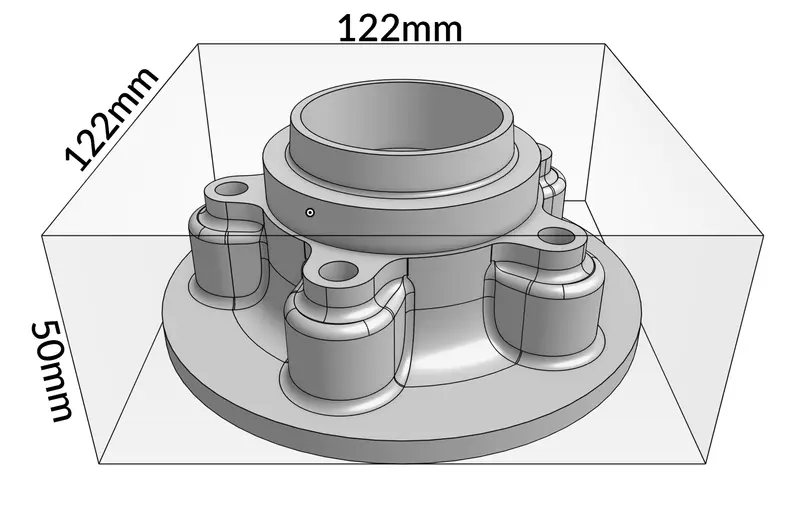
In today’s fast-paced manufacturing environment, rapid tooling has become a fast tool for customized products. This article explores the world of rapid tooling, its various types, benefits, limitations, and applications as well as an in-depth look at how rapid tooling differs from traditional tooling and how rapid tooling is uniquely positioned compared to rapid prototyping.

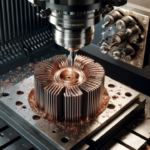
In machinery and circuits, heat sinks are the most neglected components. However, this is not the case when designing hardware as heat sinks play a very important role. Almost all technologies including cpu, diodes and transistors generate heat, which can degrade thermal performance and make operation inefficient. To overcome the challenge of heat dissipation, different

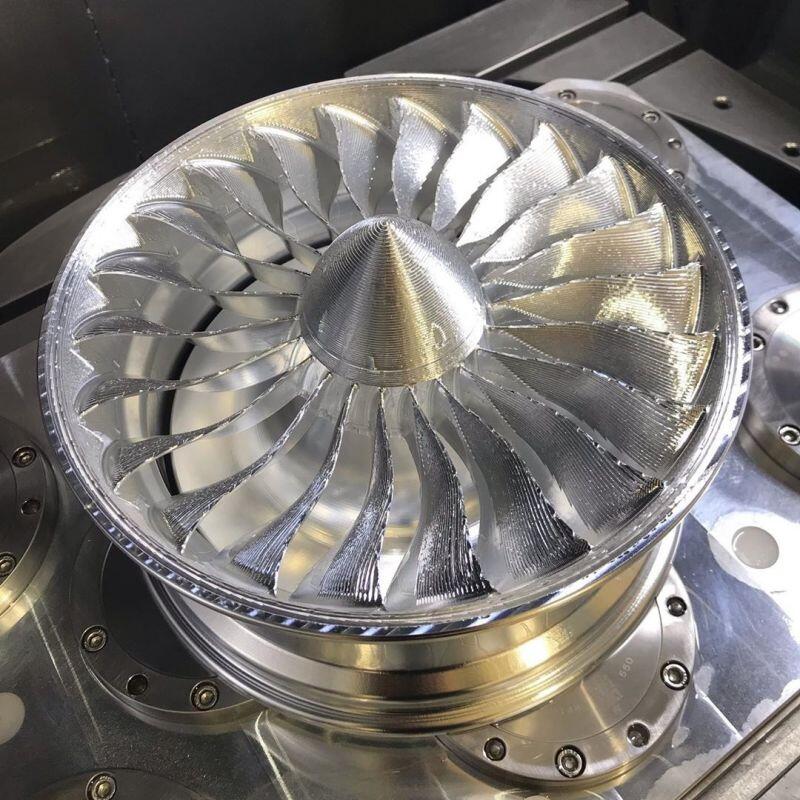
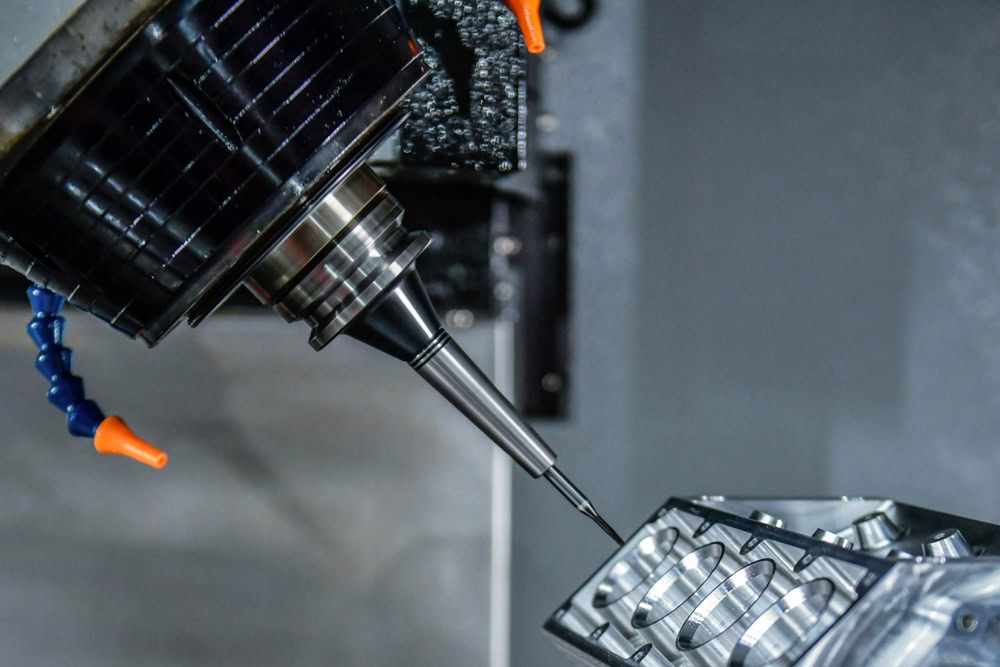
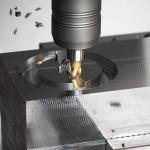
Today’s CNC machining market is diverse. However, when processing materials, we still need to consider the problem of time, cost and use. Titanium and stainless steel are our commonly used materials, in the processing of such materials should also consider its strength, weight, whether it has corrosion resistance, heat resistance and whether it is suitable
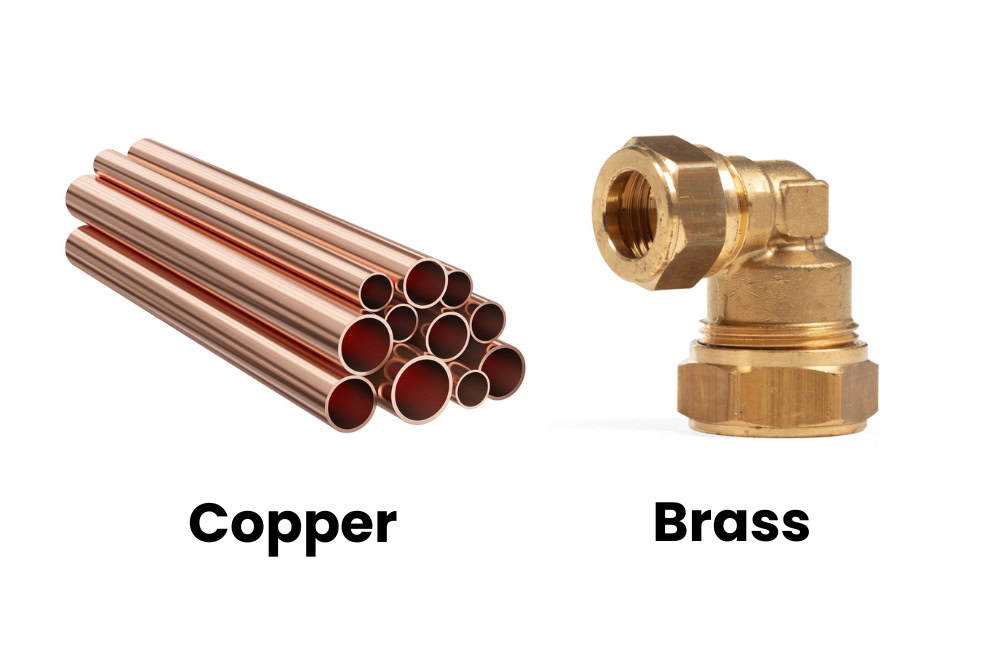
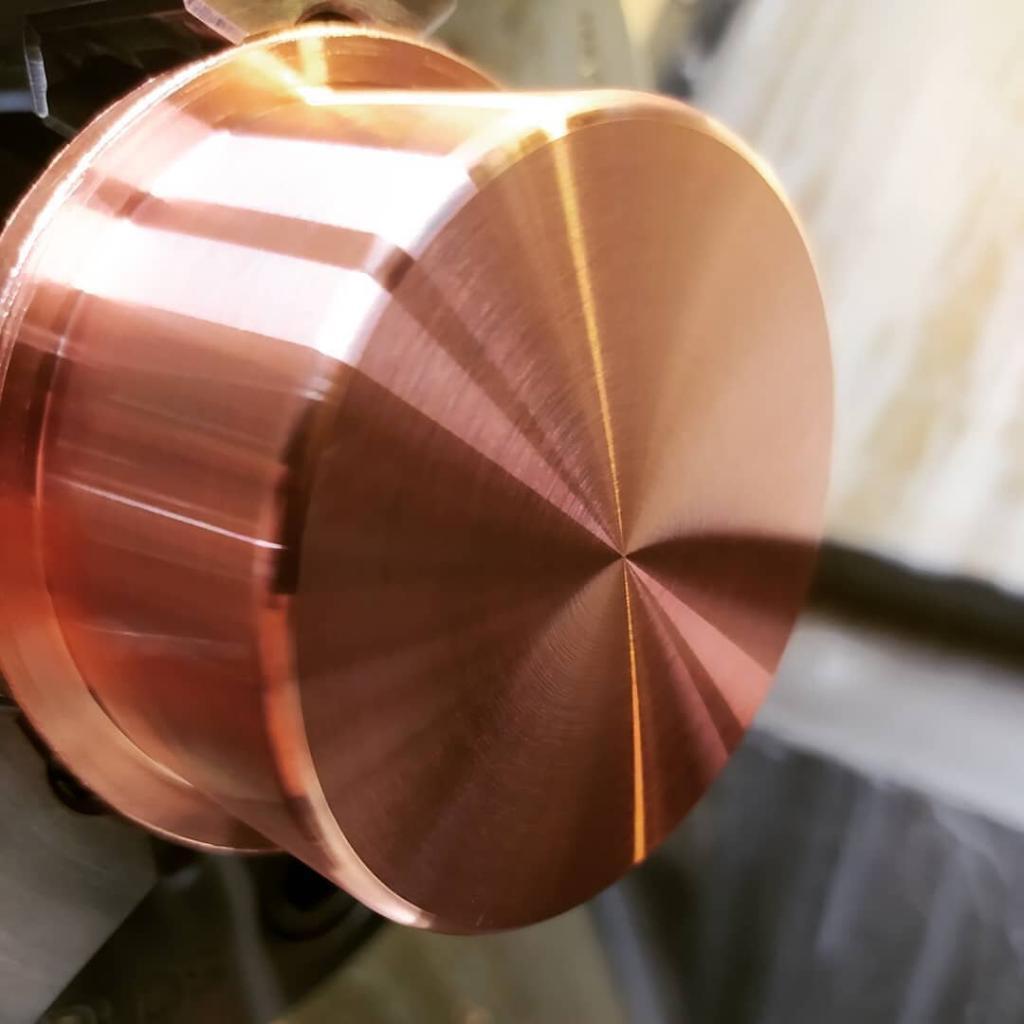
In the metal world, copper or “red metal”. Red copper and brass are often confused. Although both are versatile copper alloys, they are elemental metals because of their uniqueness, which will affect performance, service life, and even appearance. Copper and brass are two very different metals, with both similarities and significant differences. Choosing the right
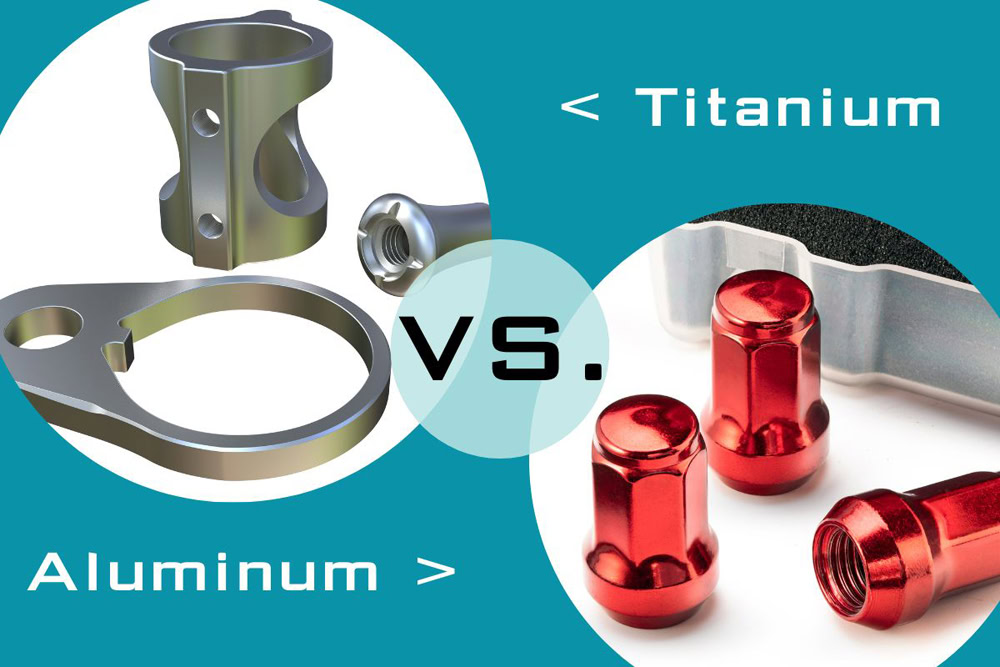
Every industry in today’s market needs to consider the material for the production of parts, the first thing that comes to mind are three characteristics: the cost of the material, the price, the strength, and the weight. Both Aluminum and Titanium have other important properties, such as excellent corrosion and heat resistance, and they can

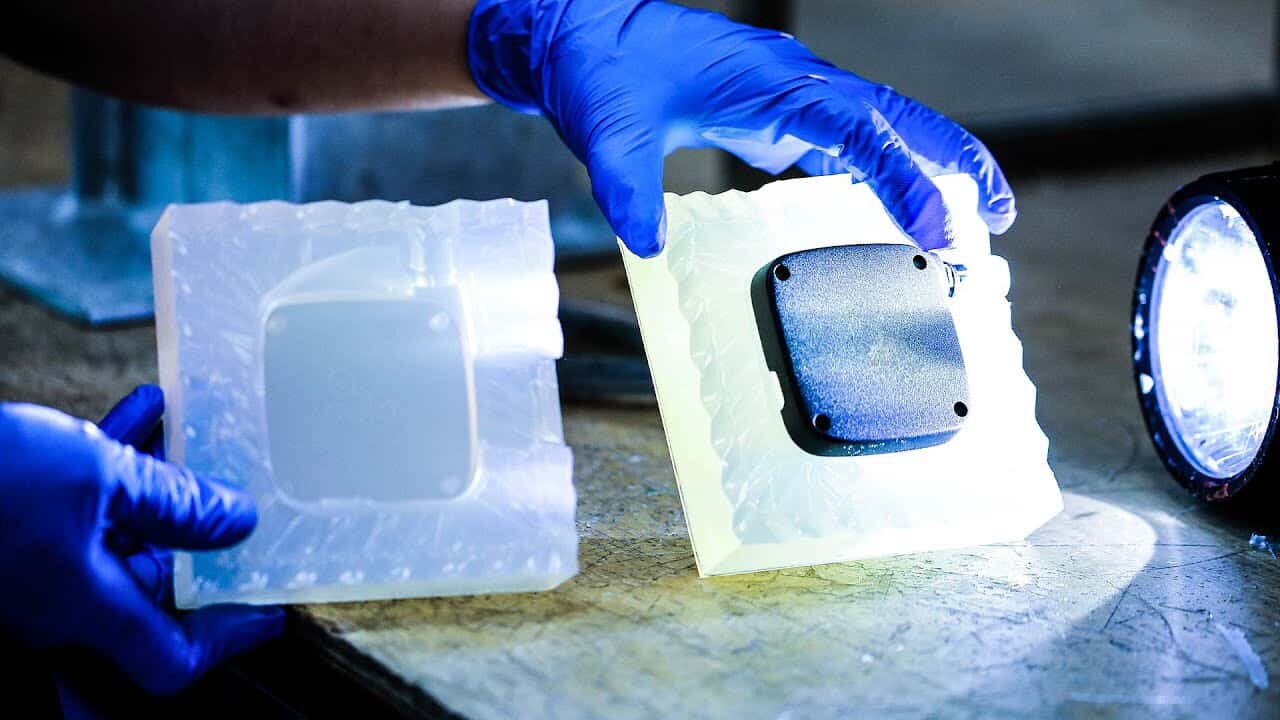
Vacuum casting is the process used to manufacture high-quality plastic parts that are comparable to injection molded parts. Vacuum casting technology has been developed for more than half a century, and it is a processing technology with high cost performance and very low cost and time cost for low-volume manufacturing parts. An-Prototype has more than