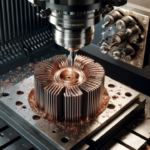
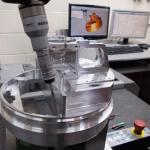
CNC milling
We have 3-axis/4-axis/5-axis machining capabilities to suit your every use and need for Delrin machined parts, allowing us to handle complex CNC machined POM parts while maintaining high precision, precision, flexibility and consistency sex. We can also provide CNC milling and CNC turning for other needs in the production of acetal parts. If you are considering using POM material to make your desired CNC products.
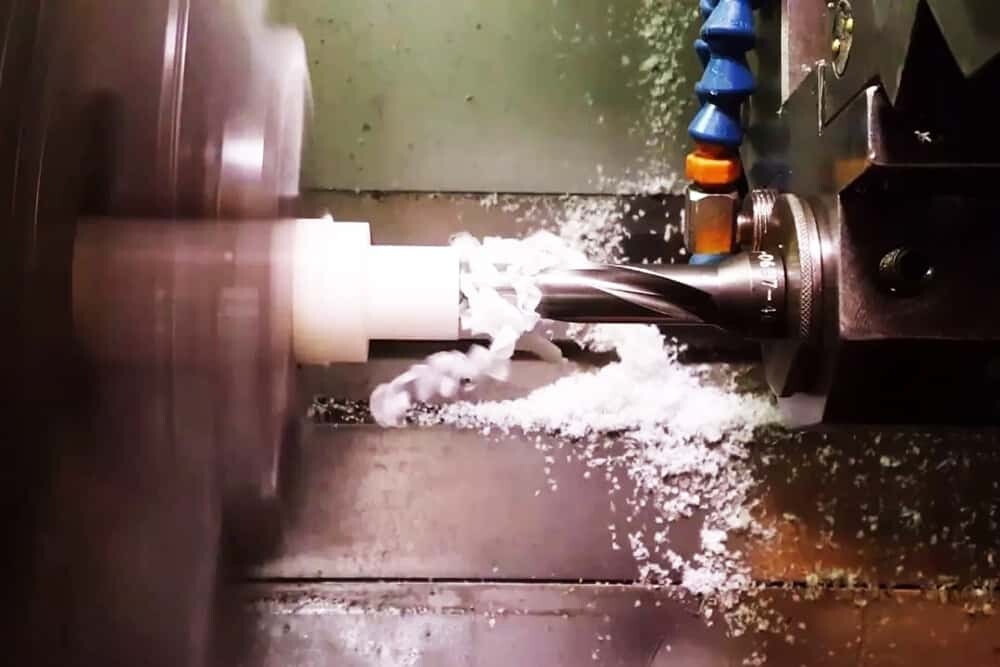
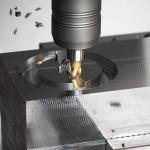
CNC turning
Cooling is required during CNC machining to reduce wear and conduct heat to prevent melting. It is recommended to use compressed air cooling or solid lubrication first, and then use coolant. The speed should not be too fast, and the feed and engagement should not be too large. The rake angle and relief angle of the tool can be slightly larger, and the cutting edge must be sharp. The front angle of commonly used high-speed steel turning tools is about 25°~40°, and the rear angle is about 10°~20°. The clamping force of the chuck should be as small as possible.

CNC drilling
Do not directly drill with a large drill bit, it is recommended to drill a small hole first and then ream at a low speed. The drill bit must be kept sharp, and you can refer to the following drill bits: apex angle 60°~90°, helix angle 10°~20°, rake angle 0°, back angle 10°~15°. When drilling, the force in the feed direction should not be too large, and the tool should be retracted in time (generally 5~6mm deep) for chip removal and cooling. For drilling through holes, the feed rate should be reduced when drilling quickly so that the drill does not push the material away in the axial direction.
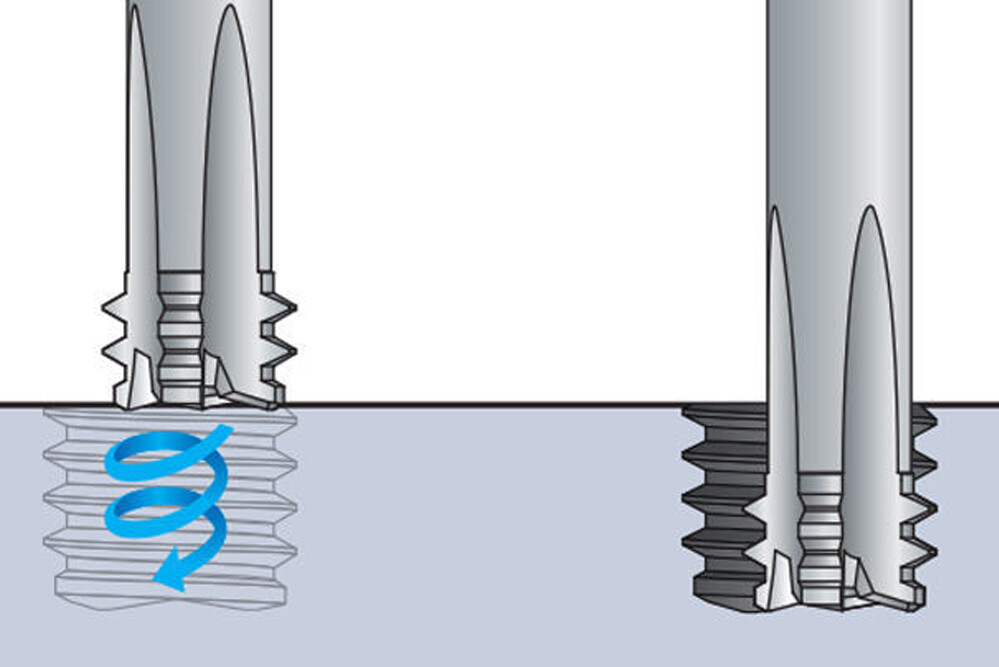
CNC threading
Except for different tools, they are generally the same, that is, deformation should be avoided when clamping, the tool should be kept sharp, the feed rate should be small, and the cooling should be sufficient.