



Rapid Prototyping Services
Uses the latest technology and equipment to manufacture prototypes quickly and accurately, helping you reduce development time and costs.

Low Volume Manufacturing
For small batch manufacturing, we have a variety of process options to meet your requirements, such as vacuum casting, CNC machining and rapid tooling, etc.

High Volume Manufacturing
For high-volume manufacturing of custom parts, take advantage of our plastic injection molding, sheet metal fabrication and other production processes.

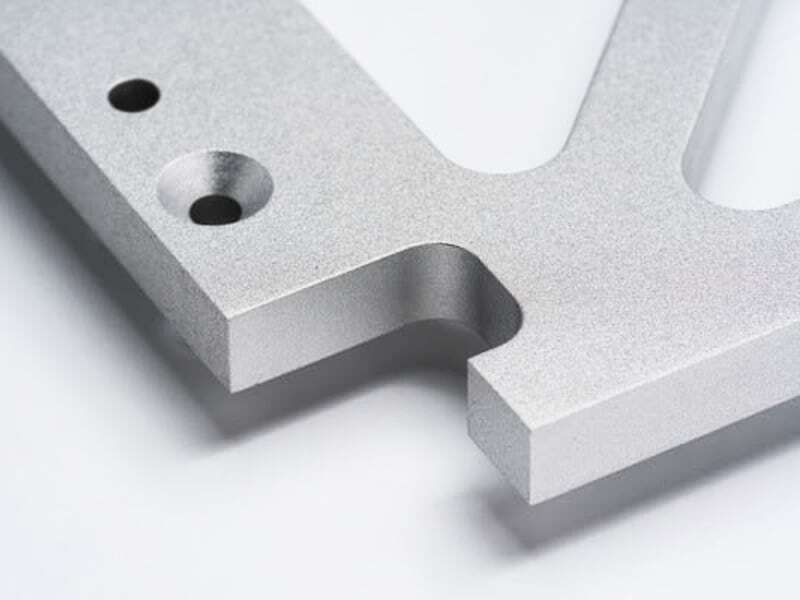
As Machined
Standard "As Machined" parts have a surface roughness of 3.2 µm, which cleanly removes sharp edges and deburrs parts. The surface roughness of smooth machining is Ra 1.6-0.8μm. The surface roughness of ultra-finishing machining is Ra 0.8-0.2μm.

Anodizing
Anodizing has the characteristics of corrosion resistance, wear resistance and insulation, and can maintain the performance of parts for a long time. Anodizing is often used on aluminum alloy parts to achieve an aesthetic effect. All Apple products are anodized.
Powder Coating
Powder coating uses the phenomenon of corona discharge to add a thin layer of protective polymer to the surface of the part, ranging in thickness from about 50 μm to 150 μm. Creates a strong, wear-resistant finish for an even more wear-resistant layer.

Electroplating
Electroplating is a finishing process that deposits metal onto a conductive surface using many specific materials such as alloys, cadmium, chromium, composites, gold, nickel, rhodium, silver, tin, zinc and zinc nickel.
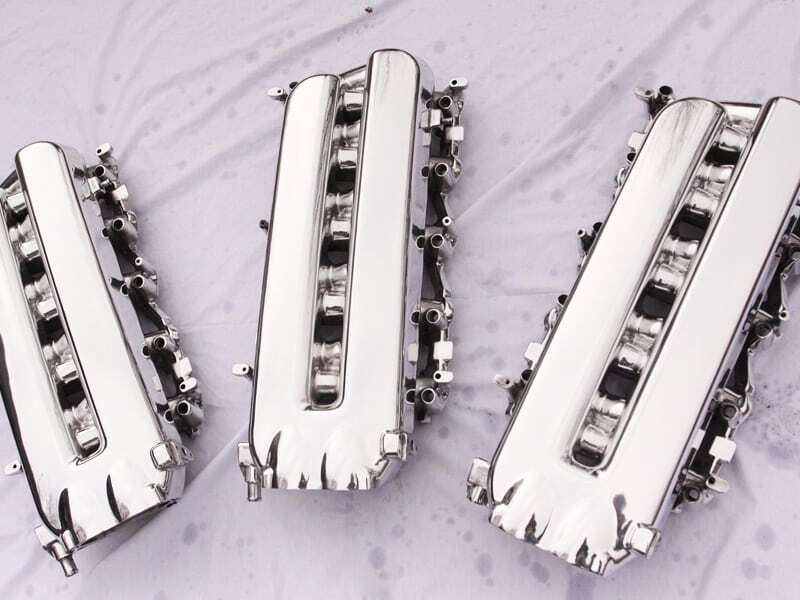
Mirror Polishing
Mirror polishing starts with coarse sandpaper and gradually increases to 2000 grit, aiming to give the prototype a glossy finish or mirror look. Examples include transparent automotive light guides, headlights and rear taillights. The surface of the prototype is smooth enough.

Sandblasting
Sand blasting is the impact of fine abrasive glass bead particles on the prototype surface under high pressure. The surface of the CNC prototype produces a grainy-like depression that creates a matte or eroded surface, resulting in a matte surface finish. Glass bead sizes from #80 to #220.

Laser Etching
Laser etching is a process that alters the surface of a material to create a permanent mark with information or aesthetic value. Metallic materials most commonly used for laser etching include aluminum, stainless steel, and zinc, and other non-metallic materials include glass, polymers, and ceramics.

Passivation
Passivation is a method to transform the metal surface into a state that is not easily oxidized, and to delay the corrosion rate of the metal. The material commonly used in the passivation process is stainless steel to further enhance its corrosion resistance.

Appearance Quality Inspection
First confirm whether the custom part meets your appearance requirements, such as the color, texture and other physical attributes of the product.
Dimensional Inspection
For complex ones, a three-coordinate measuring machine is needed to accurately measure their dimensions.
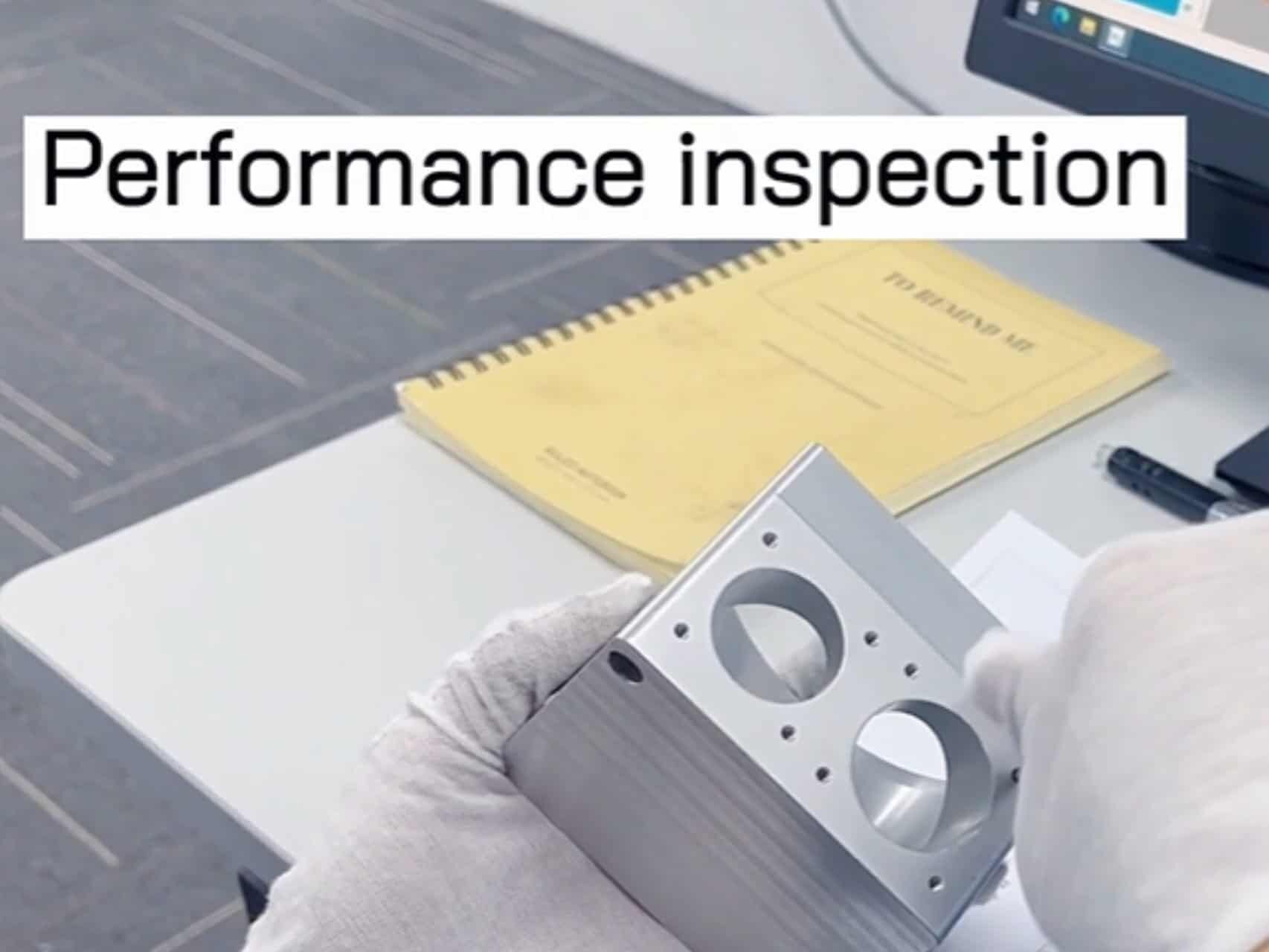
Performance Inspection
We test the function and performance of parts and, in the case of parts with threads or tapped holes, check that the assembly meets requirements.
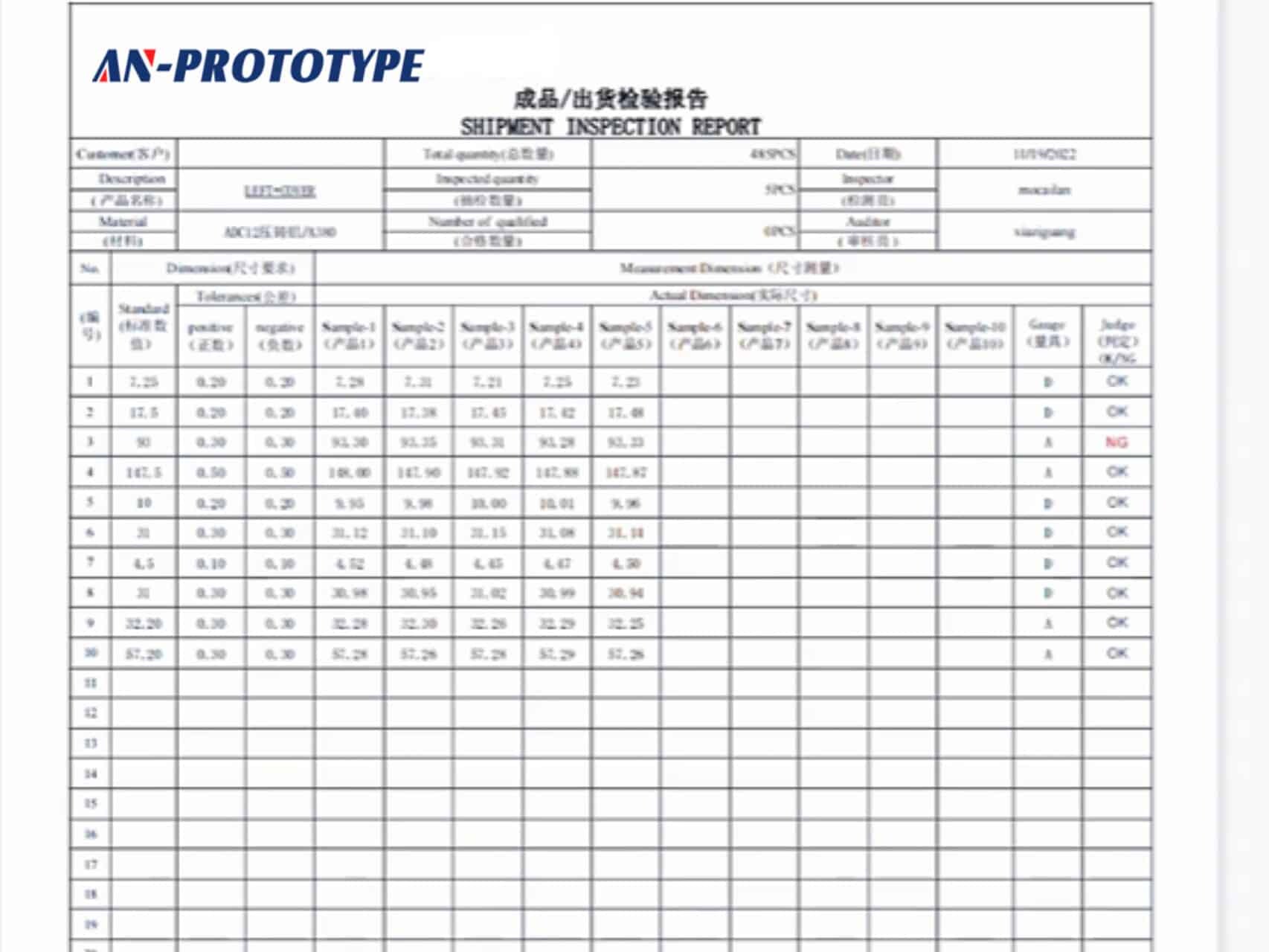
First Article Report
At the final stage of the inspection process, we provide you with a final inspection report. The report outlines all inspection instruments and results.

Material Certifications
We can provide RoHS reports according to customers' requirements to verify whether a specific material or product complies with RoHS indicators.


